Home » Press Design »
November 11, 2024
Frequently we get questions about automating operation of a screw press. Of the options, the most effective uses a control system which detects the level of material in the inlet hopper.
The primary advantage of using a level control is that the press will always operate with a level of material just over the screw in the inlet hopper. This means that the press operates in a full condition at all times, which results in maximum liquid separation and throughput.
At the same time, an excessively deep level of material over the screw results in a hydraulic head. The pressure from this can force fiber so firmly over the openings of the screen that dewatering capability is reduced.
As a rule, the signal from the level sensor is used to adjust either the speed (rpm) of the screw press, or the speed of the pump or conveyor being used to feed the press. Customers decide which of these options best suit their operation.
Many choices of level sensors are available: capacitance for a point level, and, for continuous level measurement, ultrasonic, photo optic, hydrostatic pressure sensor, and radar. These options are covered in an earlier Pressing News #335 Level Control. However the one we find used most frequently is a simple level probe.
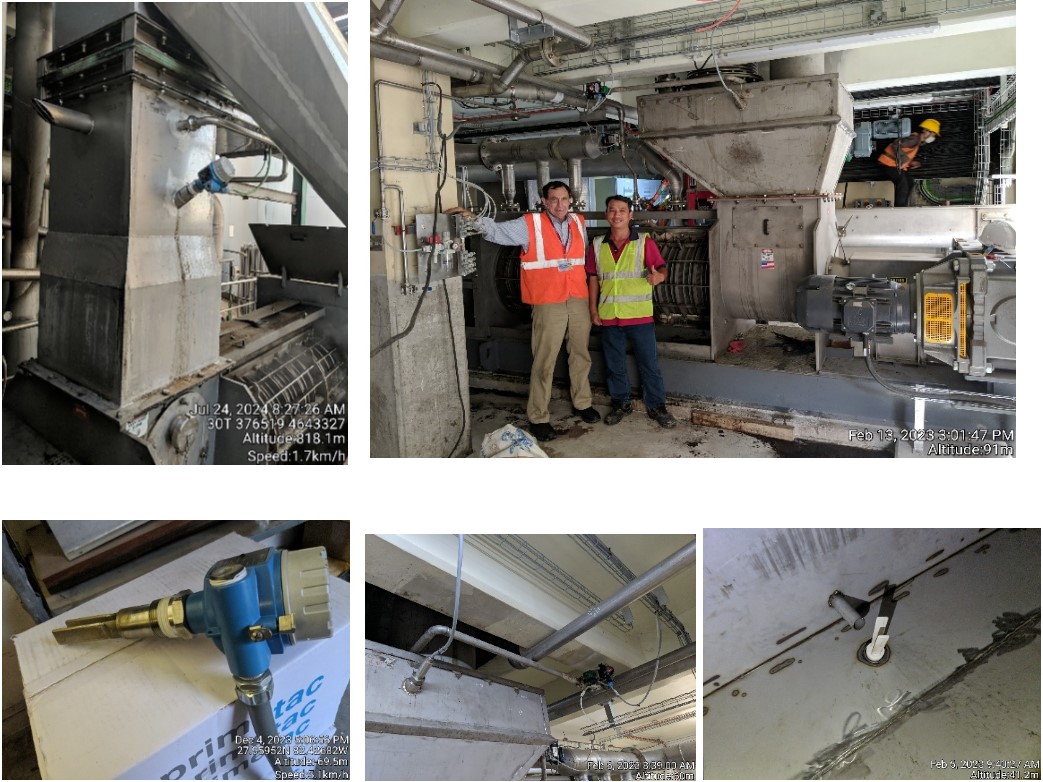
This sensor is used to detect a specific (high) level in the inlet hopper of the press.
The probe in the photos below is used to adjust the speed of the screw conveyor feeding a coffee grounds press. On high level being detected, the feeder screw from the surge hopper is set to operate at a low pre-determined speed. This allows the level in the inlet hopper to go down. By observation, engineers program the system to resume operating the feeder conveyor at the predetermined higher speed after the passage of some minutes. In this manner the level in the inlet hopper is maintained in a manner which neither causes excessive hydraulic head pressure nor allows the press to run in a less-than-full condition.
Another example: These level sensors are used in eggshell presses to speed up the press when a high level is detected. Usually the high speed is the 50-60 hertz setting. The press is programmed to slow down (usually to 25-30 hertz) after high level is no longer detected, after a preset pre-determined period of operation. This is done to limit abrasive wear as well as to maintain a level of eggshells over the screw.
Note the independent water spray system in the photos. There is a solenoid operated valve in the water line. A timer is set to periodically open this valve and flush residue off of the level probe.
In many applications, being able to program a “sleep mode” can be valuable. In order to prevent undue abrasive wear, the press should turn off (“go into the sleep mode”) when the inlet hopper becomes empty. For example, the system can be programmed to shut off the press after a set number of minutes of operating at minimum low speed, and it turns back on upon level reaching the probe.
An application using the sleep mode is the knots press at a paper mill. Usually these presses are oversized, continuously underfed. A knots press fills so gradually that it vibrates and overloads as it reaches the point where the cake finally breaks loose and comes out. At one mill slugs of cake came out only three or four times per hour. There is a danger of tripping out on overload with these presses (or ripping flights off the screw shaft or bursting the screen). A level control system which includes the sleep mode can be good for reducing abrasion, improving reliability, and conserving energy.
It is infrequent that the signal from a level sensor is used to either adjust the air pressure on the discharge cone or open the discharge cone. In practice such systems have rarely provided satisfactory results.
See the photos below.
ISSUE #358